Η μονάδα ευθείας ραφής 26”ERW/HFI αποτελεί μία από τις πιο σύγχρονες μονάδες παγκοσμίως με δυνατότητα παραγωγής σωλήνων εξωτερικής διαμέτρου έως 26” χρησιμοποιώντας τη μέθοδο υψίσυχνης συγκόλλησης. Η μονάδα ευθείας ραφής, ERW/HFI, έχει ετήσια παραγωγική δυναμικότητα 400.000 τόνων, διάμετρο σωλήνων από 8 5/8’’ έως 26’’, ποιότητα χάλυβα έως X80 και πάχος τοιχώματος από 4,78 έως 25,4 χιλιοστά. Στη μονάδα ευθείας ραφής παράγονται επίσης κοίλες δοκοί μεγάλων διαστάσεων (από 180x180 έως 500x500 και 600x400 χιλιοστά), οι οποίες χρησιμοποιούνται ευρύτατα στον κλάδο των μεταλλικών κατασκευών. Κατασκευαστής της μονάδας είναι η γερμανική εταιρία SMS-MEER.
|
|
|
Γκάμα Προϊόντων
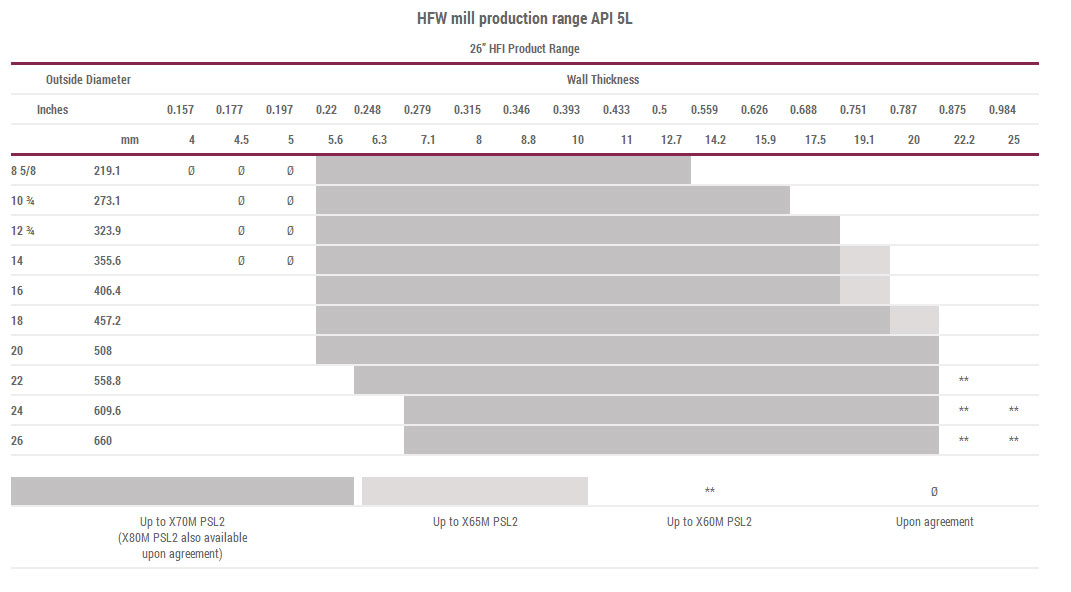
1. API 5L
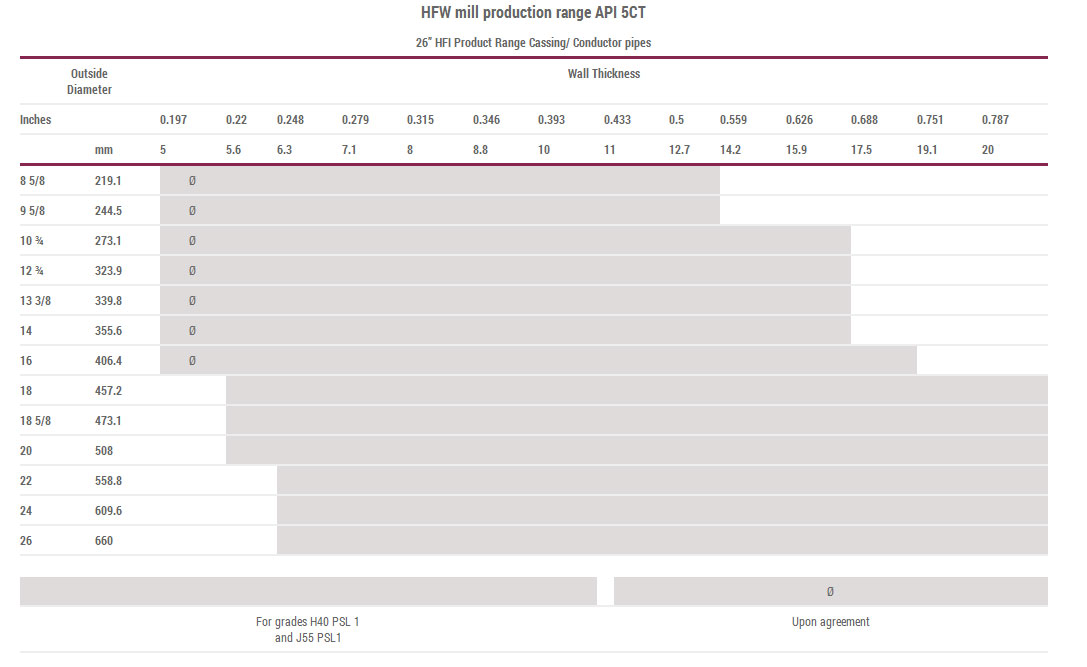
2. API 5CT
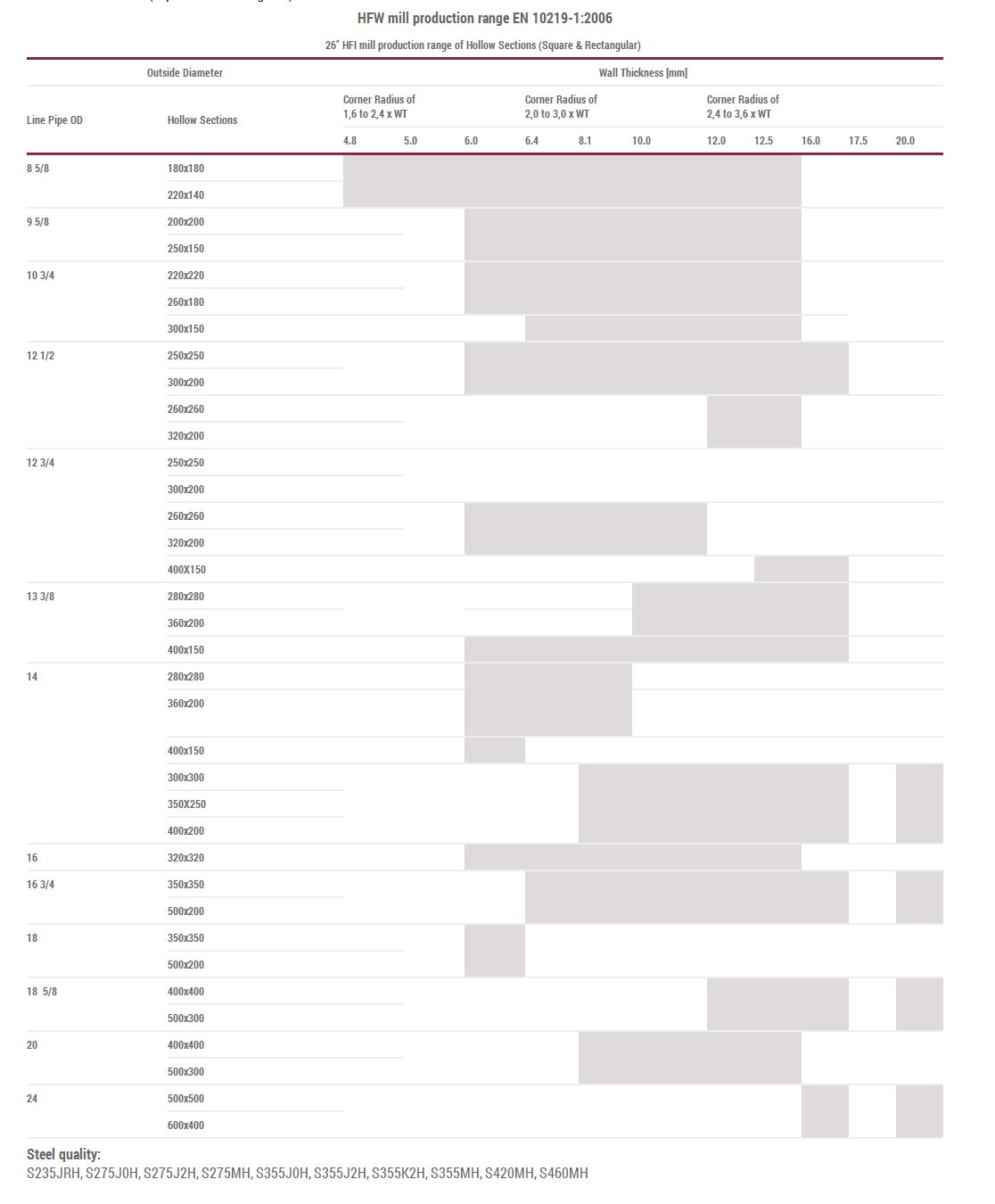
3. Hollow Sections (Square & Rectangular)
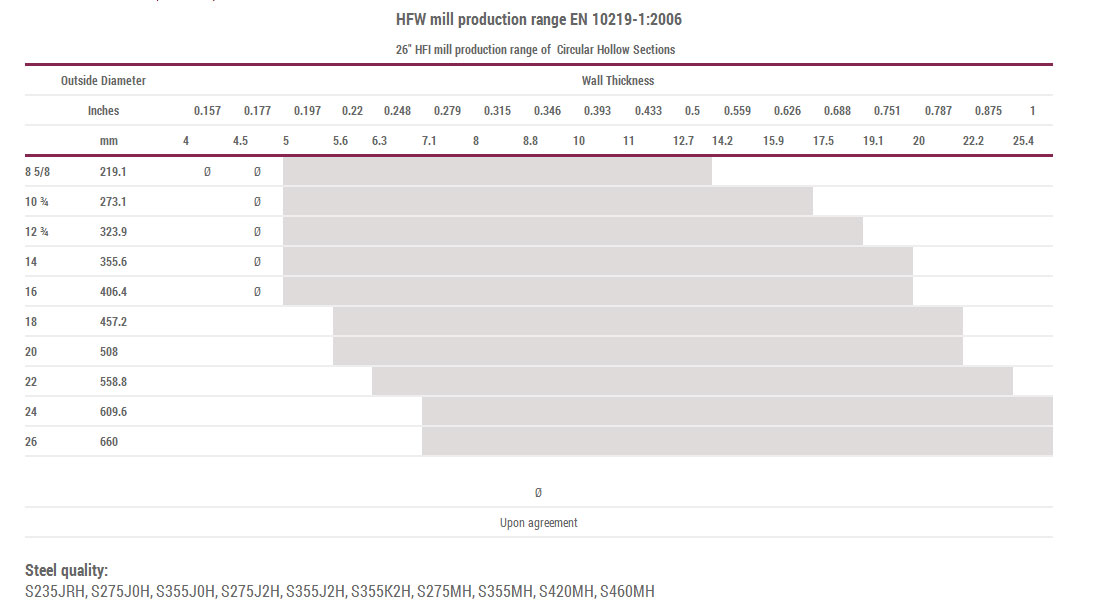
4. Hollow Section (Circular)
Προδιαγραφές & Ποιότητα Χάλυβα
- Line Pipe
- API 5L & ISO 3183
- PSL1 pipe/steel grades: A (L210), B (L245), X42 (L290), X46 (L320), X52 (L360), X56 (L390), X60 (L415), X65 (L450), X70 (L485)
- PSL2 pipe/steel grades: A (L210M), B (L245M), X42 (L290M), X46 (L320M), X52 (L360M), X56 (L390M), X60 (L415M), X65 (L450M), X70 (L485M), X80 (L555M)
- EN 10208-2
- PSL2 steel grades: L245MB, L290MB, L320MB, L360MB, L390MB, L415MB, L450MB, L485MB, L555MB
- Casing
- API 5CT
- Group 1, H40/PSL1 & J55 PSL1
- EN 10208-2
- PSL2 steel grades: L245MB, L290MB, L320MB, L360MB, L390MB, L415MB, L450MB, L485MB, L555MB
- Cold formed welded structural hollow sections of non-alloy steels
- EN 10219-1 & 2
- S235(JRH), S275(J0H, J2H, MH), S355(J0H, J2H, K2H, MH), S420(MH), S460(MLH)
Παραγωγικές Δυνατότητες
Εξωτερική Διάμετρος: 8 5/8’’ – 26’’, 219.1χιλ - 660.4χιλ
Πάχος Τοιχώματος: έως 1’’, 25.40χιλ
Μήκος: 8,00μ - 24,4μ
Προδιαγραφές Μη Καταστρεπτικών Δοκιμών
- EN 10208-2: Annex C
- API 5L: Annex E, Annex K
- API 5CT: § 10.15.10, §10.15.13, Table E.44
- EN 10219-1: § 9.4.2 a)
Θερμική Κατεργασία
Για όλη την γκάμα προϊόντων θερμική κατεργασία της ραφής συγκόλλησης.
Προετοιμασία 'Ακρων Σωλήνων
Κάθετα άκρα ή με φρέζα.
Τελική Επιφάνεια Προϊόντων
- Μαύρο / Χωρίς επικάλυψη
- Βερνίκι προσωρινής προστασίας από σκουριά στην εξωτερική επιφάνεια
- Επίστρωση με Πολυαιθυλένιο ή Πολυπροπυλένιο (δυνατότητα τραχιάς επίστρωσης)
- Απλό στρώμα εποξειδικής βαφής – Διπλό στρώμα εποξειδικής βαφής
- Υγρή εποξειδική επίστρωση
Πιστοποιητικά
Πιστοποίηση σύμφωνα με EN 10204 2.1; 2.2; 3.1; 3.2
Πιστοποιητικά Ποιότητας
- Quality Assurance System Certificate:
- ISO 9001, API Specification Q1, DIN EN ISO 3834-2, EN ISO 3183, EN 10219-1
- Production Approval Certificates:
- API 5L, API 5CT, Germanischer Lloyd AD 2000 Merkblatt HP0, EN 764-5, Germanischer Lloyd AD 2000 Merkblatt W0, ABS_NRF-026
- Laboratory Accreditation Certificate:
- ISO / IEC 17025, Hellenic Accreditation system (ESYD)
Δοκιμές
- Υδραυλική δοκιμή
- Οπτικός και Διαστασιακός έλεγχος
- Εργαστηριακές δοκιμές:
- Χημική ανάλυση
- Δοκιμή εφελκυσμού
- Δοκιμή κρούσης
- Δοκιμή κάμψης
- Δοκιμή δυσθραυστότητας (DWT)
- Μεταλλογραφική εξέταση
- Δοκιμή σκληρότητας
- Δοκιμή κάμψης (για σωλήνες ευθείας ραφής)
- Δοκιμή επιπέδωσης
- Δοκιμή πρόκλησης ρωγμάτωσης από υδρογόνο (HIC)
- Δοκιμή πρόκλησης ρωγμάτωσης από υδρογόνο υπό τάση (SSCC)
- Δοκιμή μετατόπισης ανοίγματος ακμής ρωγμής CTOD
- Δοκιμή γήρανσης υπό τάση
- Μη καταστρεπτικός έλεγχος: Έλεγχος με υπερήχους (σώμα σωλήνα & ραφή), Έλεγχος με μαγνητικά σωματίδια (ραφή συγκόλλησης)